冷焊机焊接操作规范
发布日期:2019-06-13 来源:http://www.ahzhilang.com 点击:216次
冷焊机焊接操作规范
注意事项:
(一)设备简单说明
1.冷焊机为高频脉冲请严格按照以下操作要求进行焊接 。
2.正确连接设备配件,阻焊放丝焊枪(不用插入)在焊接过程中不可同弧焊输出端口一同插入 。
3.设备开关机正规操作为设备后面开关线打开,然后点亮控制面板启动键,关闭设备顺序反之 。
4.控制面板显示4种模式,开机状态显示为模式二,区别在于模式一 电流最大30A,模式二40A 模式三60A 模式四99A 一般情况下焊接在模式一模式二中均可,四种模式频率分别为1HZ
2HZ 3HZ 5HZ 即模式一速度最快,依次类推,建议在模式二中焊接 。
5.弧焊开关为脚动和手动,可根据自身工作场景和人员专业素养不同切换 。
6.阻焊放丝功能作用有二(1.固定焊丝 2.碰焊薄板加起来不可超过1.0mm)。
(二)操作注意事项
1.氩气接通后标度在3-5MPA 。
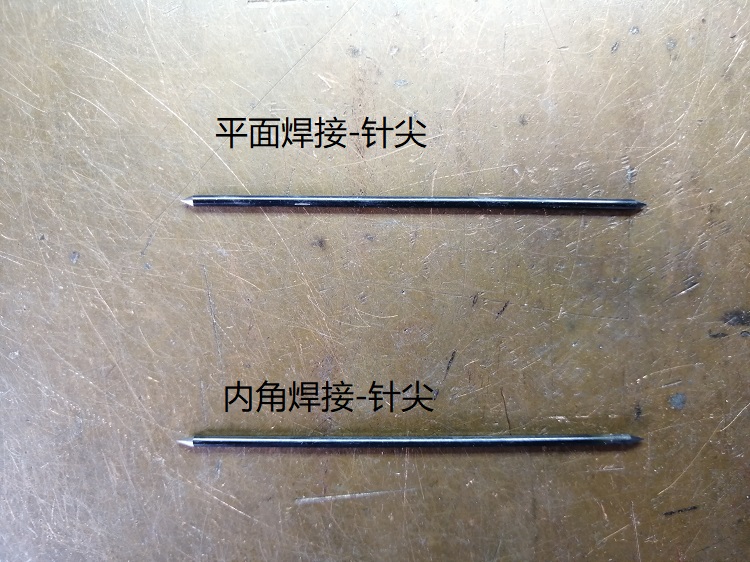
2.把钨针用细砂轮磨细点(平面焊接钨针圆锥形,内直角需细长尖) 。
3.钨针针尖离焊缝要有0.1mm的距离,切记不可把钨针藏于陶瓷嘴内,需漏出4-6mm,确保肉眼可看到钨针离焊缝的距离且要让钨针的针尖在焊缝的正上方,不可偏离 。
4.焊接的时候焊枪上的陶瓷嘴要固定在板材上,不可以跳动,平稳的由上至下依次焊接,焊枪的标准手法见下图标示,倾斜角度80左右,特殊角度可适当倾斜 。
5.第一个焊点打上去之后,第二个点要压住第一个点的尾巴之后(约三分之一处)继续焊接 。
6.根据不同厚度的板材调节相应电流脉冲时间(1.0板前期练习打到10A,10s后期熟练后可调节)。
钨针形状: